Turning up the heat in Cameroon
In-situ annealing and machining saves Wartsila 18V50DF generator crankshaft for Kribi power plant
The Kribi Power Plant in Cameroon was commissioned in 2013 and operates 13 Wartsila 18V50DF natural gas generating sets supplying 216MW of power to the grid. During normal operation it experienced a bearing casualty on one of its generators taking it out of service.

Kribi power plant in Cameroon

Performing Crack testing on journal

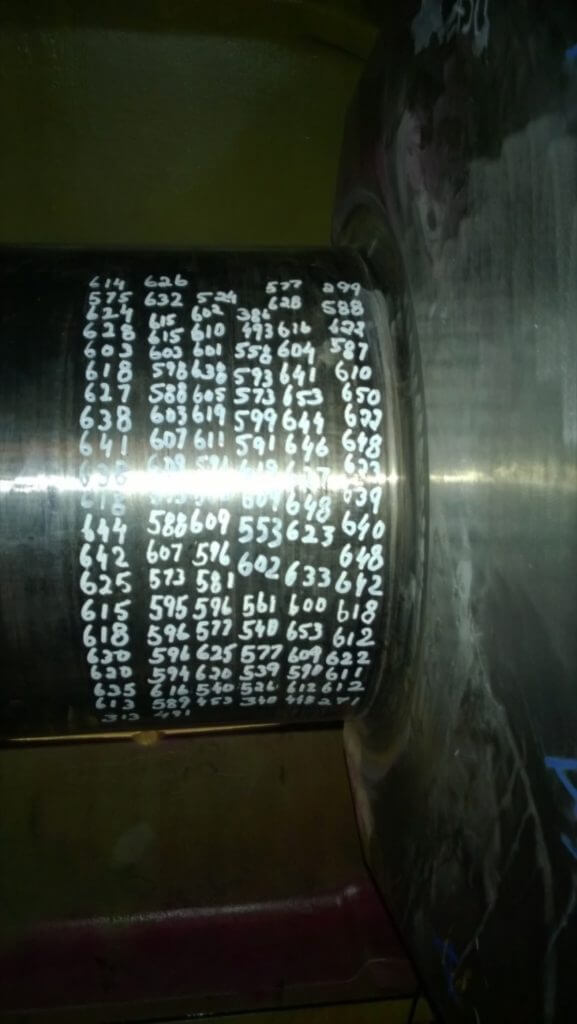
Hardness mapping showing magnitude and range of hardness before annealing
Pre-machining to remove cracks before annealing
Connecting thermocouples and power to heating elements for annealing

Hardness map after annealing
Installing radius cutter to machine fillet radii after annealing
Machining the radius post annealing
Checking journal diameter during finish machining
Crankpin #7 after repair is completed









INSPECTION AND REPAIR PLANNING
Goltens diesel experts were asked to inspect the damage and determined that the crankshaft could be salvaged within the rated diameter with in-situ machining and annealing. Crankpin journal number 7 (450mm diameter) and main journals number 7 and 8 (450mm diameter) all had damage but the most significant was to crankpin number 7. As in most cases of excessive journal hardness, the engine experienced a bearing failure and a large amount of heat was absorbed into the journal and emergency stopping of the generator introduced uncontrolled cooling which changed the metallurgical characteristics. In this case the hardness was exceptionally high measuring 653 Brinell (HB) and covered a large section at the bottom of the crankpin.
EXECUTION
With downtime and lost power production major factors for the plant, Goltens was asked to work 24 hours a day to rectify the casualty. Two teams from Dubai and Rotterdam were mobilized to Cameroon along with single point cutting tooling and annealing equipment to begin the project.
As the radius of the journal on number 7 had been damaged, Goltens machined a new radius to ensure the running surface for the journal machining was true. The crankpin journal was then pre-machined to -3.50mm to remove all surface cracks prior to annealing.
Once the heating pads, control equipment and insulation had been installed, the computer controlled heating and cooling process was executed to return the hardness to acceptable levels. Once the crankshaft returned to a normal temperature, Goltens measured the hardness and found that it had been successfully returned to a safe operating range around 300 HB.
The in-situ teams then finish machined the radii and machined and super polished the crankpin to -5.00mm at 0.03 Ra. The minor damage to the main journals was rectified by hand polishing.
RESULTS
The machining and annealing work was completed over an 11-day onsite period and avoided the potential for a costly and long duration crankshaft replacement. Goltens finished the job with two five-man diesel teams to rebuild and operationally test the engine prior to returning it to service.
PROJECT FACTS
| KRIBI POWER PLANT | |
|---|---|
| Engine Type: | Wartsila 18V50DF |
| Location: | Cameroon |
| Crankpin Diameter: | 450mm |
| Final Crankpin Diameter: | 445mm (-5.00mm) |
| Hardness Pre/Post Annealing: | 653HB/~300HB |
Download a PDF of this Resource
(Right click and select "Save File As..." or "Save Link As..." to save)
Download Now