When Boring Is Interesting
Line Boring MAN B&W 12K80MC
Having carried out major engine overhauls in the area in the past, it was no surprise when Goltens was awarded the contract to line bore an MAN B&W 12K80MC engine at a power plant in Guam, Micronesia. The plant had suffered a casualty that damaged one of the engine’s main journals and damaged one of the bearing pockets.
While line boring and in-situ machining are daily occurrences for Goltens, the extra large bore diameter of 992mm on the B&W 12K80MC engine made the job more challenging.
Goltens Singapore first completed in-situ machining of the damaged crankshaft main journal in the agreed time and to the engine maker’s satisfaction. Following this, a solution was proposed and agreed to regarding repair to the damaged bearing pocket and collapsed saddle. The solution involved removal of the crankshaft from the engine to create sufficient space for machining.
A complete inspection was then carried out, confirming the need for oversize machining of one bearing pocket as well as the correction of landing faces in order to achieve good contact before further machining. The in-situ boring bar was then mounted in the correct position using laser alignment tools, and the line bore was completed within two days.
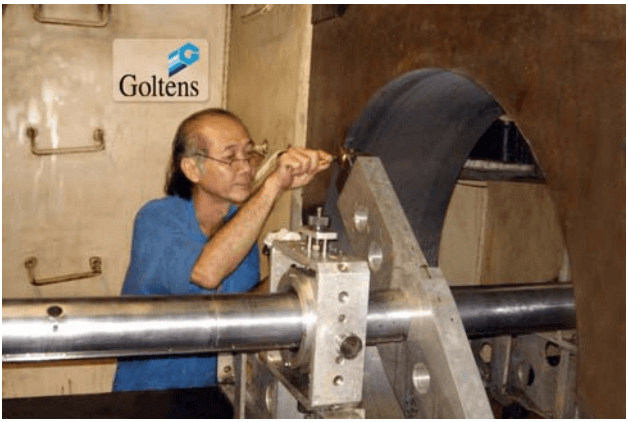
Assessment of main bearing pocket
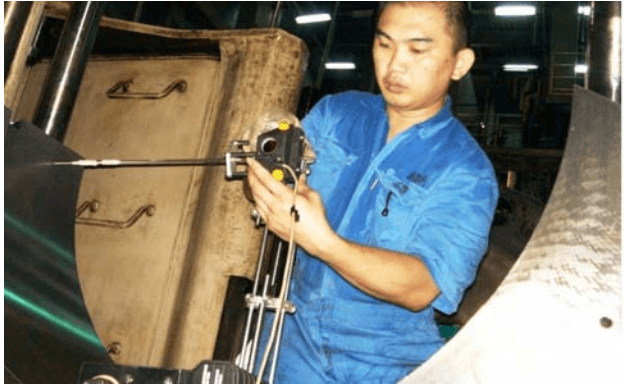
Adjustment of line boring equipment

MAN B&W 12K80MC
PROJECT FACTS
| GUAM POWERPLANT | |
|---|---|
| Engine Maker: | Doosan Korea |
| Engine Model: | MAN B&W 12K80MC |
| Main Bearing Pocket Diameter: | 992mm |
REPAIRS
- Assessment and laser alignment check of the all main bearing pockets.
- Correction of the main bearing pocket horizontal contact landings in way of the bearing top cap and bedplate.
- In-situ boring of the one main bearing pocket to engine maker tolerance.
RESULTS
Goltens technicians completed this complex job in close association with the maker relative to the finite tolerance requirements in only 7 days.
Download a PDF of this Resource
(Right click and select "Save File As..." or "Save Link As..." to save)
Download Now