Laser Cladding And Machining Salvages Slurry Pump Shaft For Mine
ORIGINAL DIMENSIONS RESTORED TO SHAFT
A mining operation suffered a major bearing seizure on the crankpin of a slurry pump shaft. The pump makers approached Goltens to explore the possibility to repair and restore the crankshaft to original diameter in our workshop.
Inspection revealed the crankpin had suffered severe damage resulting in surface hardness levels as high as 397 HB and heat cracks on the pin surface. Goltens offered a solution to machine the pin to undersize but the pump maker required the pin diameter at original specification. To meet the requirement, Goltens proposed an alternative repair solution using laser cladding to rebuild the crankpin diameter and machine it back to original size and tolerance.

Damaged Journal before machining and cladding

Removing cracks and hardness before cladding
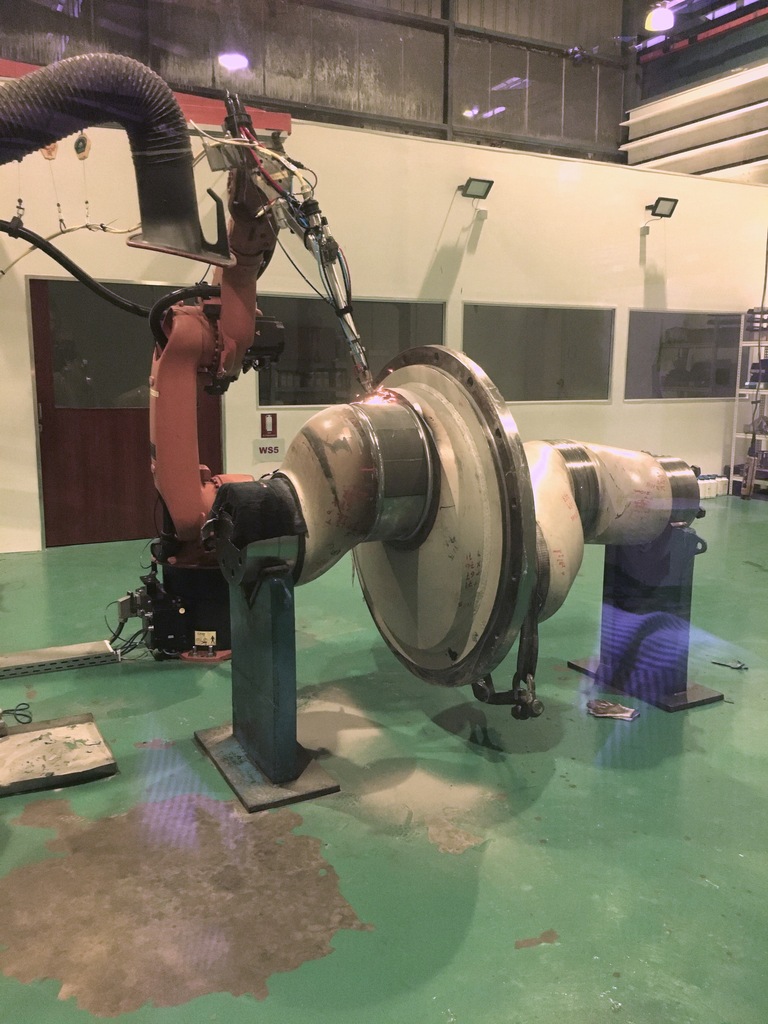
Laser cladding of pre-machined crankpin journal to original diameter

Laser cladding complete

Machining journal to original diameter
Machine honing to finished diameter
Blue fitting the journal

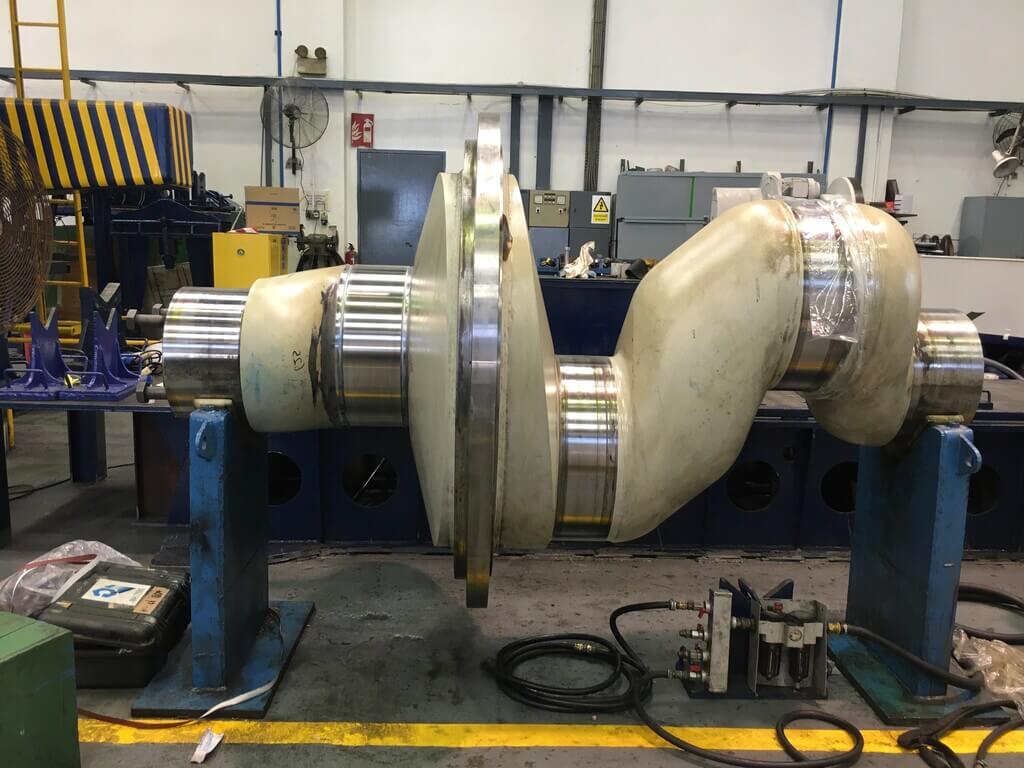
Sludge pump crankshaft restored to original diameter and specs
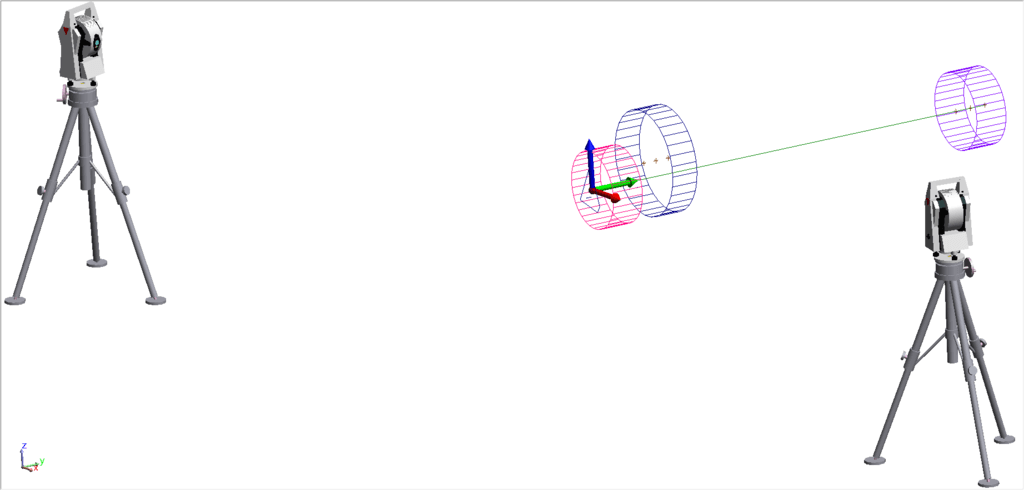
Final inspection with Leica Laser Tracker

3D Report checking tolerances and alignment




PRE-MACHINING OF CRANKPIN
The crankpin was machined to 2 mm undersize to clear all heat cracks and inspected again by MPI. Once satisfied the cracks and hardness were removed from the surface, the shaft was ready for laser cladding to rebuild the crankpin diameter.
LASER CLADDING
Laser cladding is an efficient way to build up any shaft diameter without inducing high temperature, thus avoiding any kind of distortion or affecting the original metal properties. The process involves a laser beam which creates a molten pool at the workpiece surface, to which the laser coating material is simultaneously added. The result is a layer that is connected with the basic material metallurgically and free of pores and cracks.
The machined crankpin was cladded with 3mm Inconel 625 material. The shaft did not experience any distortion or change in material property. The laser-powder cladding procedure on this shaft material was approved by DNV GL
FINAL MACHINING AND INSPECTION
The crankpin was machined, honed and polished to final size. A precision-machined “bluing” dummy bearing was used to perform blue fitting to ensure good contact surface. Lastly, a portable CMM, Leica Laser Tracker, was used to check and generate a 3-dimensional report indicating the shaft alignment, geometry and tolerances of the crankpin. The customer was fully satisfied with the final outcome and shaft was sent back to the mines for installation.
Download a PDF of this Resource
(Right click and select "Save File As..." or "Save Link As..." to save)
Download Now