In-Situ annealing & machining restores Dominican powerplant to service
Wartsila 18V46 crankpin casualty
A Wartsila 18V46 generator experienced a bearing failure at one of Laesa Limited’s powerplants in the Dominican Republic. Laesa contacted Goltens to inspect the damaged crankpin and propose a repair solution for the generator.
Inspection of the damage revealed that the crankpin had excessive hardness and surface cracking. Goltens recommended machining the surface of the crankpin to remove bearing material, assess the extent of the cracks and evaluate the extent of the hardness.
At -2.0mm, the crankpin surface was cleaned of debris but the surface still had a 7.0mm crack. Local grinding was performed to remove the crack at a depth of 2.6mm. The crankpin was machined to -3.0mm and a mapping of the crankpin hardness was performed. Two large areas of hardness above 600Hb (measuring 270mm x 80mm and 260mm x 20mm) remained and Goltens recommended annealing the crankpin to save the shaft with the least amount of material removed from the crankpin.
Goltens mobilized its in-situ annealing equipment to the plant and undertook its well proven, marine class approved annealing process on the crankpin.

High hardness visible on surface at -2.00mm
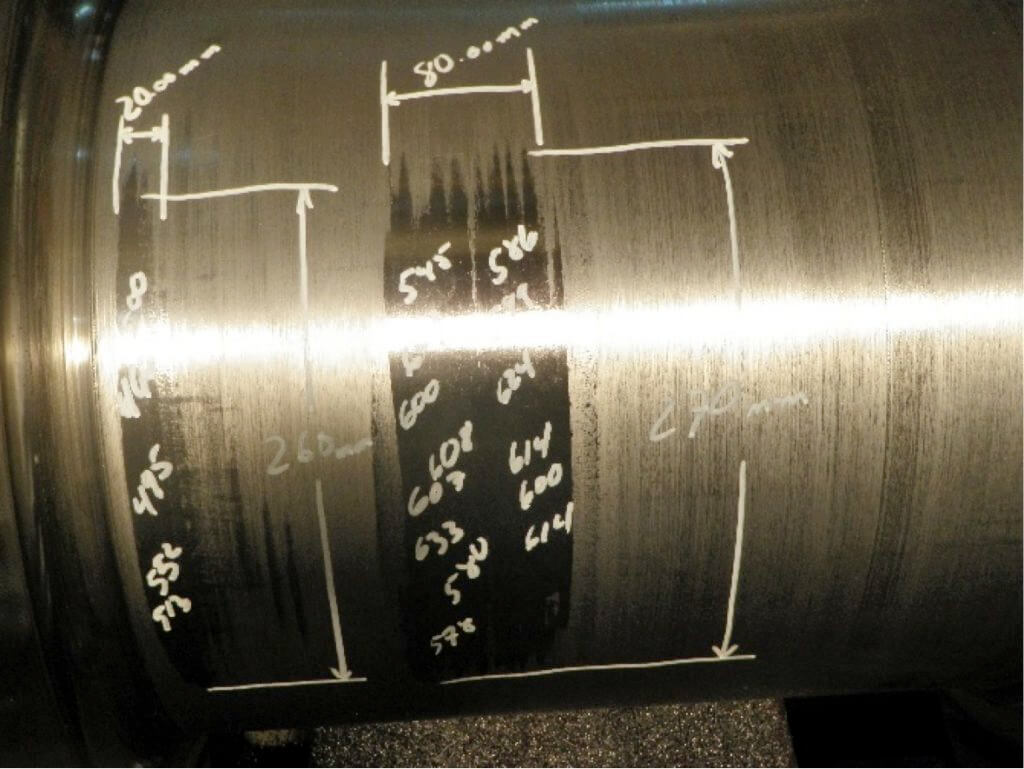
2 hard spots mapped at -3.00mm (>600Hb)
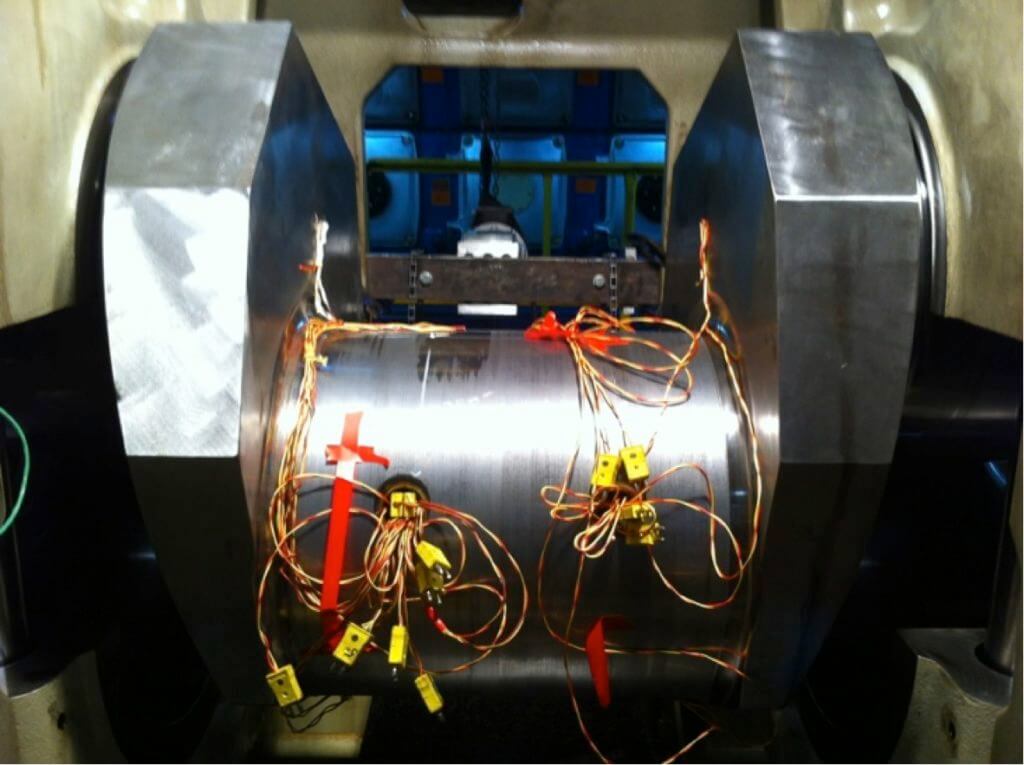
Thermocouples installed for annealing

Annealing equipment installed on crankpin #7

Post-annealing finished crankpin surface
Final surface roughness 0.23Ra


PROJECT FACTS
| WARTSILA 18V46 | |
|---|---|
| Location: | Dominican Republic |
| Power Output: | 17,550 @ 500rpm |
| Original Crankpin Diameter: | 450.00mm |
| Material Removed: | 4.00mm |
| Pre/Post Annealing Hardness: | >600Hb/<350 Hb |
WARTSILA 18V46 ANNEALING AND MACHINING WORK PERFORMED
- Inspected the crankshaft – performing run-out, Magnaflux and hardness checks on the shaft
- Pre-annealing machining of crankpin #7 to -3.00mm to diameter 447.00mm to clear the crankpin surface and assess surface cracks and extent of hardness.
- Local grinding to -2.6mm to remove 7mm long surface crack
- Mapping of crankpin hardness (hardness exceeded 600Hb in two large areas)
- Annealing of damaged crankpin journal with resulting hardness <350Hb.
- Final machining of crankpin #7 to -4.00mm undersize
- Machine polished crankpin #7 to a surface roughness of 0.23Ra
- Hand polished crankpins #1, 2, 3, 4, 5, 6, 8 and 9.
IN-SITU ANNEALING RESULTS
Crankpin #7 was finished at -4.00mm per the instructions of the customer. With the concurrence of the engine maker, a small dimple was left in the surface of the crankpin where the local grinding had been performed to further limit the diameter loss on the shaft.
The application of Goltens’ in-situ annealing procedure and in- situ crankshaft machining services enabled the crankshaft to be repaired in place with a minimum amount of material loss to the shaft and a minimal amount of downtime for the machinery.
Download a PDF of this Resource
(Right click and select "Save File As..." or "Save Link As..." to save)
Download Now